Business, Finance, Economics, Accounting, Operations Management, Computer Science, Electrical Engineering, Mechanical Engineering, Civil Engineering, Chemical Engineering, Algebra, Precalculus, Statistics and Probabilty, Advanced Math, Physics, Chemistry, Biology, Nursing, Psychology, Certifications, Tests, Prep, and more.
-
answerhappygod
- Site Admin
- Posts: 899604
- Joined: Mon Aug 02, 2021 8:13 am
Post
by answerhappygod »
- 08000 0 2000 0 5000 23140 02000 1 9735 0 1000 00070 Dened 0 8730 1 090123 21030 5 147301473014730 08430 Dire A Exampl 1 (58.7 KiB) Viewed 21 times
- 08000 0 2000 0 5000 23140 02000 1 9735 0 1000 00070 Dened 0 8730 1 090123 21030 5 147301473014730 08430 Dire A Exampl 2 (25.32 KiB) Viewed 21 times
- 08000 0 2000 0 5000 23140 02000 1 9735 0 1000 00070 Dened 0 8730 1 090123 21030 5 147301473014730 08430 Dire A Exampl 3 (32 KiB) Viewed 21 times
- 08000 0 2000 0 5000 23140 02000 1 9735 0 1000 00070 Dened 0 8730 1 090123 21030 5 147301473014730 08430 Dire A Exampl 4 (7.69 KiB) Viewed 21 times
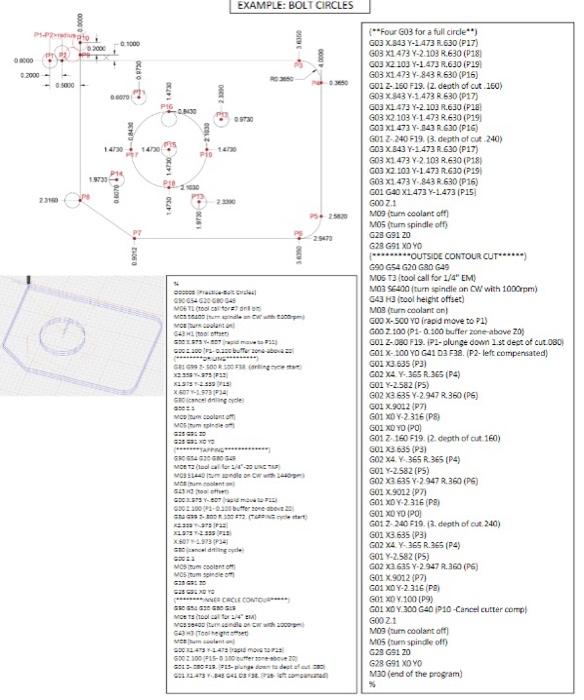
08000 0.2000 0:5000 23140 02000 1.9735 -0.1000 00070 DENED 0.8730 1 090123 -21030 5 147301473014730 -08430 DIRE A EXAMPLE: BOLT CIRCLES 09730 36350 23300 000000 Practerel 090054 620 080 04 M061(tool calor Clean with t suncolant 643 (100) offset 5001975-807 0001100 (-0.300 ****** ******** GELG992-100 100 F38 (aninge m X2358-975 (PS2) X1375 1-2.559 ( X607-1973 (34) GROancel dinge 6000 Most coolantoff MOShum spindle of 25 GRZ0 925 092 NO YO (APPING GRO654930 G80 GAR MT2 (for 1/4"-20 UNG TAP MOS11440 (mandle on C with 1440p) Mont 643 Hoffe G0373-807 0301300 (P2-0300 buffer CHO GIAI ĐOOR 200192 100G HẠ K237SP X1975-2.355 (725) X607-1973 (34) 00001 Mos um coolent off MOSmum spindle om G3 GRZ0 GAB GRE NO YO NER CRCLE CONT 0654630 GD S (tocafor MOS 19400 tundi on rah2000rpm) G43H3 (Teleg veulent 2002-475-347 6002100 (P15-0300 ufferson 20 2013-2015 (F15-plunge to def 0012473843 042 0313828 compan cel dinge 34250 03650 9525820 29470 (**Four G03 for a full circle**) G03 X.843 Y-1.473 R.630 (P17) G03 X1 473 Y-2.103 R.630 (P18) G03 X2 103 Y-1.473 R.630 (P19) G03 X1 473 Y-843 R630 (P16) G01 Z-160 F19. (2. depth of cut .160) G03 X.843 Y-1.473 R.630 (P17) G03 X1473 Y-2.103 R.630 (P18) G03 X2 103 Y-1.473 R.630 (P19) G03 X1 473 V-843.630 (16) G01 Z-240 F19. (3. depth of cut.240) G03 X 843 Y-1.473 R.630 (P17) G03 X1.473 Y-2.103 R.630 (P18) G03 X2 103 Y-1.473 R.630 (19) G03 X1.473 Y-843 R.630 (P16) G01 G40 X1.473 Y-1.473 (P15) GOOZ.1 M09 (tum coolant off) M05 (tum spindle off) G28 G91 20 G28 G91 XD YO *********OUTSIDE CONTOUR CUT******) G90 G54 G20 G80 649 MOS T3 (tool call for 1/4" EM) M03 S6400 (turn spindle on CW with 1000rpm) G43 H3 (tool height offset) MOB (turn coolant on) GOO X-SCO YO (rapid move to P1) GODZ.100 (P1-0.100 buffer zone-above 20) G01 Z-080 F19. (P2-plunge down 1.st dept of cut.080) G01 X-100 YO G41 03 F38. (P2-left compensated) G01 X3.635 (P3) G02 X4 Y-365 R.365 (P4) GO1 Y-2.582 (PS) G02 X3 635 Y-2.947 R.360 (P6) G01 X.9012 (P7) G01 X0Y-2.316 (PB) G01 XD YO (PO) G01 2160 F19. (2. depth of cut. 160) G01 X3 635 (P3) G02 X4 Y-365 R.365 (P4) G01 Y-2.582 (PS) G02 X3 635 V-2.947 R.360 (PG) G01 X.9012 (97) G01 X0Y-2.316 (PB) G01 XD YO (PO) G01 Z-240 F19. (3. depth of out.240) G01 X3.635 (P3) G02 X4 Y-365 R.365 (P4) G01 Y-2.582 (PS) G02 X3 635 Y-2.947 R.360 (PG) G01 X.9012 (97) G01 XOY-2.316 (PS) G01 XD Y 100 (9) G01 XD Y 300 G40 (P10-Cancel cutter comp GOOZ.1 M09 (turn coolant off) MOS (tum spindle off) G29 G91 20 G28 G91 XD YO M30 (end of the program) %
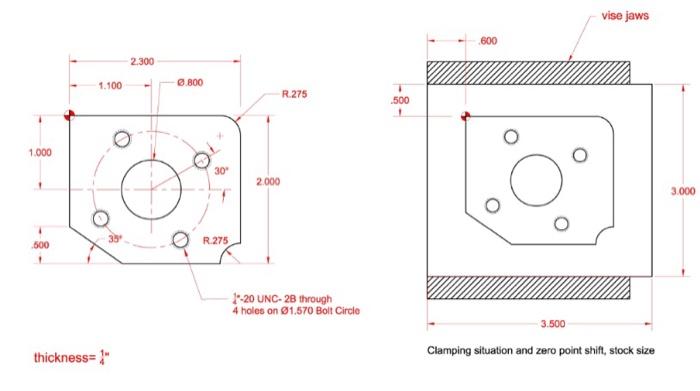
1.100 1.000 500 thickness=" 2.300 0.800 30⁰ R.275 2.000 R.275 1-20 UNC-28 through 4 holes on 01.570 Bolt Circle 500 1 .600 vise jaws 3.500 Clamping situation and zero point shift, stock size 3.000
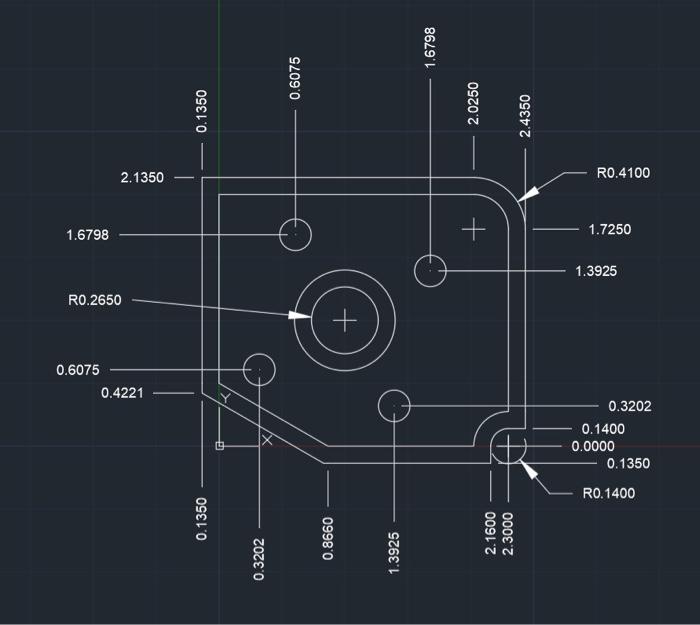
2.1350 1.6798 RO.2650 0.6075 0.4221 0.1350 0.1350 0.3202 0.6075 + 0.8660 1.3925 1.6798 2.0250 + 2.1600 2.3000 2.4350 R0.4100 1.7250 1.3925 0.3202 0.1350 0.1400 0.0000 RO.1400
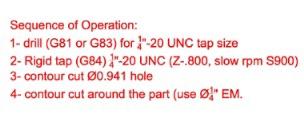
Sequence of Operation: 1- drill (G81 or G83) for "-20 UNC tap size 2- Rigid tap (G84) "-20 UNC (Z-.800, slow rpm S900) 3- contour cut Ø0.941 hole 4- contour cut around the part (use Ø" EM.
Join a community of subject matter experts. Register for FREE to view solutions, replies, and use search function. Request answer by replying!