Page 1 of 1
HW #2 BASIC MODELING OF TURNING PROCESSES The following values were determined using orthogonal calibration method on tu
Posted: Tue Apr 26, 2022 4:01 pm
by answerhappygod
- Hw 2 Basic Modeling Of Turning Processes The Following Values Were Determined Using Orthogonal Calibration Method On Tu 1 (64.05 KiB) Viewed 43 times
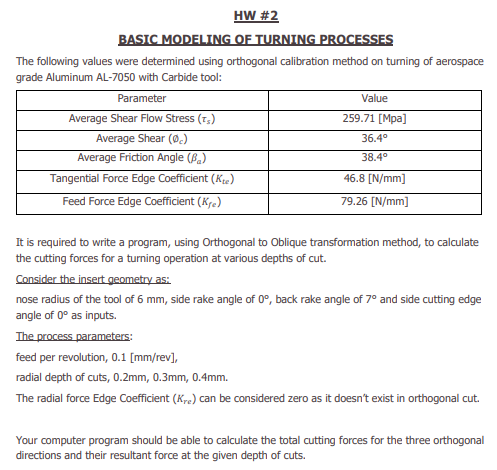
HW #2 BASIC MODELING OF TURNING PROCESSES The following values were determined using orthogonal calibration method on turning of aerospace grade Aluminum AL-7050 with Carbide tool: Parameter Value Average Shear Flow Stress (ts) 259.71 [Mpa) Average Shear (0) 36.4° Average Friction Angle (.) 38.4° Tangential Force Edge Coefficient (Kte) 46.8 [N/mm] Feed Force Edge Coefficient (Kre) 79.26 [N/mm] It is required to write a program, using Orthogonal to Oblique transformation method, to calculate the cutting forces for a turning operation at various depths of cut. Consider the insert geometry as: nose radius of the tool of 6 mm, side rake angle of Oº, back rake angle of 7º and side cutting edge angle of 0° as inputs. The process parameters: feed per revolution, 0.1 [mm/rev], radial depth of cuts, 0.2mm, 0.3mm, 0.4mm. The radial force Edge Coefficient (Kre) can be considered zero as it doesn't exist in orthogonal cut. Your computer program should be able to calculate the total cutting forces for the three orthogonal directions and their resultant force at the given depth of cuts.
Your computer program should be able to calculate the total cutting forces for the three orthogonal directions and their resultant force at the given depth of cuts. A report that includes the used equations and simplified steps for basic model of turning operation, and a table of the obtained force results, in addition to matlab code should be compressed and uploaded to the assignment directory on the Bb.