Page 1 of 1
1.4 In the hot-wire GTAW process, shown in Figure P1.4, the tip of the filler metal wire is dipped in the weld pool and
Posted: Tue Apr 12, 2022 9:56 am
by answerhappygod
- 1 4 In The Hot Wire Gtaw Process Shown In Figure P1 4 The Tip Of The Filler Metal Wire Is Dipped In The Weld Pool And 1 (51.35 KiB) Viewed 30 times
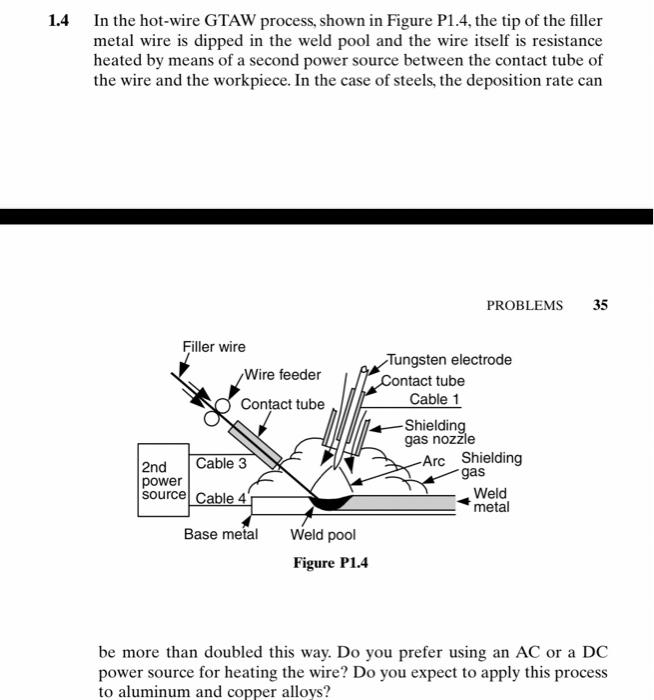
1.4 In the hot-wire GTAW process, shown in Figure P1.4, the tip of the filler metal wire is dipped in the weld pool and the wire itself is resistance heated by means of a second power source between the contact tube of the wire and the workpiece. In the case of steels, the deposition rate can PROBLEMS 35 Filler wire Wire feeder Contact tube Tungsten electrode Contact tube Cable 1 -Shielding gas nozzle -Arc Shielding 2nd Cable 3 power source Cable 4 gas Weld metal Base metal Weld pool Figure P1.4 be more than doubled this way. Do you prefer using an AC or a DC power source for heating the wire? Do you expect to apply this process to aluminum and copper alloys?